




дЇІеУБзІНз±їпЉЪйЂШзҐ≥йТҐдЄЭпЉМзГ≠йХАйФМ/Galfan/йФМ-10%йУЭпЉЫ
зЫіеЊДиМГеЫіпЉЪ0.8пљЮ1.6mmгАБ1.6пљЮ4.0mmгАБ4.0пљЮ8.0mm
йХАе±ВеОЪеЇ¶пЉЪ40пљЮ450g/m¬≤
йТҐдЄЭзЇњжХ∞пЉЪ6пљЮ40зЇњ
DVеАЉпЉЪ120пљЮ180 mmвАҐm/min
дЇІйЗПиМГеЫіпЉЪ10000пљЮ30000еР®/еєі
зГ≠йХАйФМеЈ•иЙЇпЉЪ
жФЊзЇњпЉИеЈ•е≠ЧиљЃпЉЙвЖТзЯЂзЫівЖТзФµиІ£зҐ±жіЧвЖТж∞іжіЧвЖТиґЕе£∞ж≥ҐжЄЕжіЧвЖТж∞іжіЧвЖТеК©йХАвЖТзГШеє≤вЖТзГ≠йХАйФМпЉИзФµиГљ/姩зДґж∞Ф/жґ≤еМЦзЯ≥ж≤єж∞ФпЉЙвЖТжКєжЛ≠пЉИж∞ФдљУжКєжЛ≠/еОЛеЭЧжКєжЛ≠пЉЙвЖТеЖЈеНіпЉИй£ОеЖЈ/ж∞іеЖЈпЉЙвЖТеРОе§ДзРЖпЉИйТЭеМЦ/жґВиЬ°пЉЙвЖТжФґзЇњпЉИеАТзЂЛеЉПжҐЕиК±жФґзЇњжЬЇ/еЈ•е≠ЧиљЃжФґзЇњжЬЇпЉЙ
зГ≠йХАGalfan/йФМ-10%йУЭеЈ•иЙЇпЉЪ
жФЊзЇњпЉИеЈ•е≠ЧиљЃпЉЙвЖТзЯЂзЫівЖТиґЕе£∞ж≥ҐжЄЕжіЧвЖТж∞іжіЧвЖТзФµиІ£зҐ±жіЧвЖТж∞іжіЧвЖТеК©йХАвЖТзГШеє≤вЖТзГ≠йХАйФМпЉИзФµиГљ/姩зДґж∞Ф/жґ≤еМЦзЯ≥ж≤єж∞ФпЉЙвЖТжКєжЛ≠пЉИж∞ФдљУжКєжЛ≠/жЦЬеНЗжКєжЛ≠/еОЛеЭЧжКєжЛ≠пЉЙвЖТGalfanеК©йХАвЖТGalfanзГШеє≤вЖТзГ≠йХАGalfanпЉИзФµиГљ/姩зДґж∞Ф/жґ≤еМЦзЯ≥ж≤єж∞ФпЉЙвЖТжКєжЛ≠пЉИж∞ФдљУжКєжЛ≠/еОЛеЭЧжКєжЛ≠пЉЙвЖТеЖЈеНіпЉИй£ОеЖЈ/ж∞іеЖЈпЉЙвЖТеРОе§ДзРЖпЉИйТЭеМЦ/жґВиЬ°пЉЙвЖТжФґзЇњпЉИеЈ•е≠ЧиљЃжФґзЇњжЬЇпЉЙ
1) жФЊзЇњжЬЇпЉЪйЂШйАЯзГ≠йХАйФМйТҐдЄЭзФЯдЇІзЇњеѓєйТҐдЄЭи°МињЫз®≥еЃЪжАІи¶Бж±ВиЊГдЄЇдЄ•ж†ЉпЉМеЫ†ж≠§жИСдїђеїЇиЃЃеЃҐжИЈдљњзФ®дЄїеК®еЉПеЈ•е≠ЧиљЃжФЊзЇњжЬЇпЉМжФЊзЇњжЬЇдЄОжФґзЇњжܯ嚥жИРиБФеК®еЉ†еКЫжОІеИґз≥їзїЯпЉМиЊЊеИ∞йЂШйАЯйХАйФМеЈ•иЙЇеѓєйТҐдЄЭз®≥еЃЪжАІзЪДи¶Бж±ВгАВ
 |  |
| еНІеЉПеЈ•е≠ЧиљЃжФЊзЇњжЬЇпЉИдЄїеК®жФЊзЇњпЉМе§ІзЫШйЗНпЉЙ | еНІеЉПеЈ•е≠ЧиљЃжФЊзЇњжЬЇпЉИеЙНеРОиБФеК®пЉЙ |
2) зФµиІ£зҐ±жіЧпЉЪдЄЇдЇЖйАВеЇФйЂШйАЯзГ≠йХАйФМйТҐдЄЭзФЯдЇІзЇњзЪДзФЯдЇІйАЯеЇ¶пЉМйТҐдЄЭи°®йЭҐж≤єиДВзЪДжЄЕжіЧењЕй°їдљњзФ®зФµиІ£зҐ±жіЧињЫи°Ме§ДзРЖгАВжИСеЕђеПЄзФµиІ£зҐ±жіЧзЪДжЮБжЭњдЄЇдЄЙйЭҐзФµжЮБпЉМжЄЕжіЧжХИжЮЬжШѓдЉ†зїЯзФµиІ£зҐ±жіЧзЪД3еАНпЉМжШѓжЩЃйАЪзГ≠祱жіЧжХИжЮЬзЪД5еАНгАВдЄЇдЇЖдЊњдЇОжЄЕжіЧжґ≤жЧ•еЄЄзЪДеК†зГ≠гАБжЫіжНҐгАБзїіжК§пЉМйЕНзљЃдљУе§ЦеЊ™зОѓжІљдЄЇзФµиІ£зҐ±жіЧжІљжПРдЊЫжЄЕжіЧжґ≤зЪДдЊЫзїЩгАВ
 |  |
| зФµиІ£зҐ±жіЧжІљ | зФµиІ£зҐ±жіЧжІљ |
3) иґЕе£∞ж≥ҐжЄЕжіЧпЉЪиґЕе£∞ж≥ҐжЄЕжіЧиЃЊе§ЗжШѓеЃЮзО∞жЧ†йЕЄжіЧйХАйФМеЈ•иЙЇзЪДеЕ≥йФЃзОѓиКВпЉМдЉ†зїЯзЪДиґЕе£∞ж≥ҐжЄЕжіЧеЈ•иЙЇйЬАи¶БдљњзФ®иНЙйЕЄгАБйЖЛйЕЄз≠ЙеЉ±йЕЄжіЧиґЕе£∞ж≥ҐжЄЕжіЧжґ≤пЉМзФЪиЗ≥жЬЙдЇЫеЫље§ЦзЪДиЃЊе§ЗеЕђеПЄдї•жКАжЬѓдњЭеѓЖдЄЇзФ±пЉМеѓєеЃҐжИЈиѓіжЄЕжіЧжґ≤жИРеИЖжШѓвАЬеПѓеП£еПѓдєРвАЭгАВжИСеЕђеПЄеЉАеПСзЪДиґЕе£∞ж≥ҐжЄЕжіЧиЃЊе§ЗзїУеРИзФЯдЇІзЇњеЈ•иЙЇйЬАж±ВпЉМеЃМеЕ®еЃЮзО∞дЇЖдљњзФ®иґЕе£∞ж≥Ґж∞іжЄЕжіЧпЉМеН≥жЄЕжіЧжґ≤дЄ≠дЄНйЬАи¶БжЈїеК†дїїдљХеМЦе≠¶зЙ©иі®пЉМдїЕдљњзФ®ж∞іе∞±еПѓдї•иЊЊеИ∞еЈ•иЙЇи¶Бж±ВгАВ
 |  |
| иґЕе£∞ж≥Ґж∞іжіЧжІљ | иґЕе£∞ж≥Ґж∞іжіЧйЕНжґ≤жІљ |
4) зГ≠йХАйФМпЉЪйЩґзУЈйФМйФЕжШѓжИСеЕђеПЄзЪДдЄУеИ©жКАжЬѓдЇІеУБпЉМзЫЃеЙНжИСеЕђеПЄеПѓдї•еЃЮзО∞йЩґзУЈйФМйФЕзЪДеЖЕеК†зГ≠еТМдЄКеК†зГ≠дЄ§зІНеК†зГ≠жЦєеЉПгАВеЖЕеК†зГ≠жКАжЬѓеЈ≤зїПжИРеКЯеЇФзФ®дЇОеЈ•дЄЪзФЯдЇІе∞ЖињС20еєіжЧґйЧіпЉМдЄКеК†зГ≠жКАжЬѓжШѓжИСеЕђеПЄеЬ®дЉ†зїЯдЄКеК†зГ≠жКАжЬѓеЯЇз°АдЄКпЉМйЗЗзФ®еЕИињЫзЪДзЗГзГІжОІеИґз≥їзїЯз≤Њз°ЃжОІеИґзЗГж∞ФзГІеШізЪДз©ЇзЗГжѓФпЉМеПѓе§Іе§ІйЩНдљОзЗГзГІиЕФеЃ§еЖЕйФМзБ∞зЪДдЇІзФЯзОЗпЉМеєґдЄФйЕНзљЃдЇЖдљЩзГ≠еИ©зФ®и£ЕзљЃпЉМеПѓдї•е∞ЖзЗГзГІиЕФеЃ§еЖЕзЪДдљЩзГ≠йАЪињЗжНҐзГ≠еЩ®жНҐзГ≠дЄЇзГШеє≤зВЙдЊЫзГ≠пЉМжПРйЂШдЇЖиГљжЇРеИ©зФ®зОЗйЩНдљОдЇЖзФЯдЇІжИРжЬђгАВ
 |  |
| еПМйХАGalfanйЩґзУЈйФМйФЕеПКйЊЩйЧ®жЮґеє≥еП∞ | зГ≠йХАйФМеЖЈеНіз≥їзїЯ |
5) жКєжЛ≠з≥їзїЯпЉЪдЄЇйАВеЇФйЂШйАЯзГ≠йХАйФМйТҐдЄЭзФЯдЇІзЇњеЈ•иЙЇи¶Бж±ВпЉМжКєжЛ≠з≥їзїЯйЗЗзФ®ж∞ФдљУжКєжЛ≠иЃЊе§ЗпЉМйАЪињЗи∞ГиКВж∞ФдљУеОЛеКЫгАБж∞ФдљУжµБйЗПеТМж∞ФдљУжЄ©еЇ¶еЃЮзО∞еѓєйФМе±ВеОЪеЇ¶зЪДжОІеИґпЉМжОІеИґз≤ЊеЇ¶еПѓдї•иЊЊ¬±10g/m¬≤гАВиЦДйФМе±ВзЪДжОІеИґйЗЗзФ®зЫіеНЗ/жЦЬеНЗзЯ≥ж£ЙеОЛеЭЧжКєжЛ≠и£ЕзљЃпЉМеПѓдї•еЃЮзО∞40-120g/m¬≤йФМе±ВеОЪеЇ¶и¶Бж±ВгАВжИСеЕђеПЄзЪДжКєжЛ≠з≥їзїЯзЪДиЃЊиЃ°еПѓдї•еРМжЧґеЃЮзО∞зЫіеНЗж∞ФдљУжКєжЛ≠гАБзЫіеНЗзЯ≥ж£ЙеОЛеЭЧжКєжЛ≠еТМжЦЬеНЗзЯ≥ж£ЙеОЛеЭЧжКєжЛ≠дЄЙзІНжКєжЛ≠жЦєеЉПгАВ
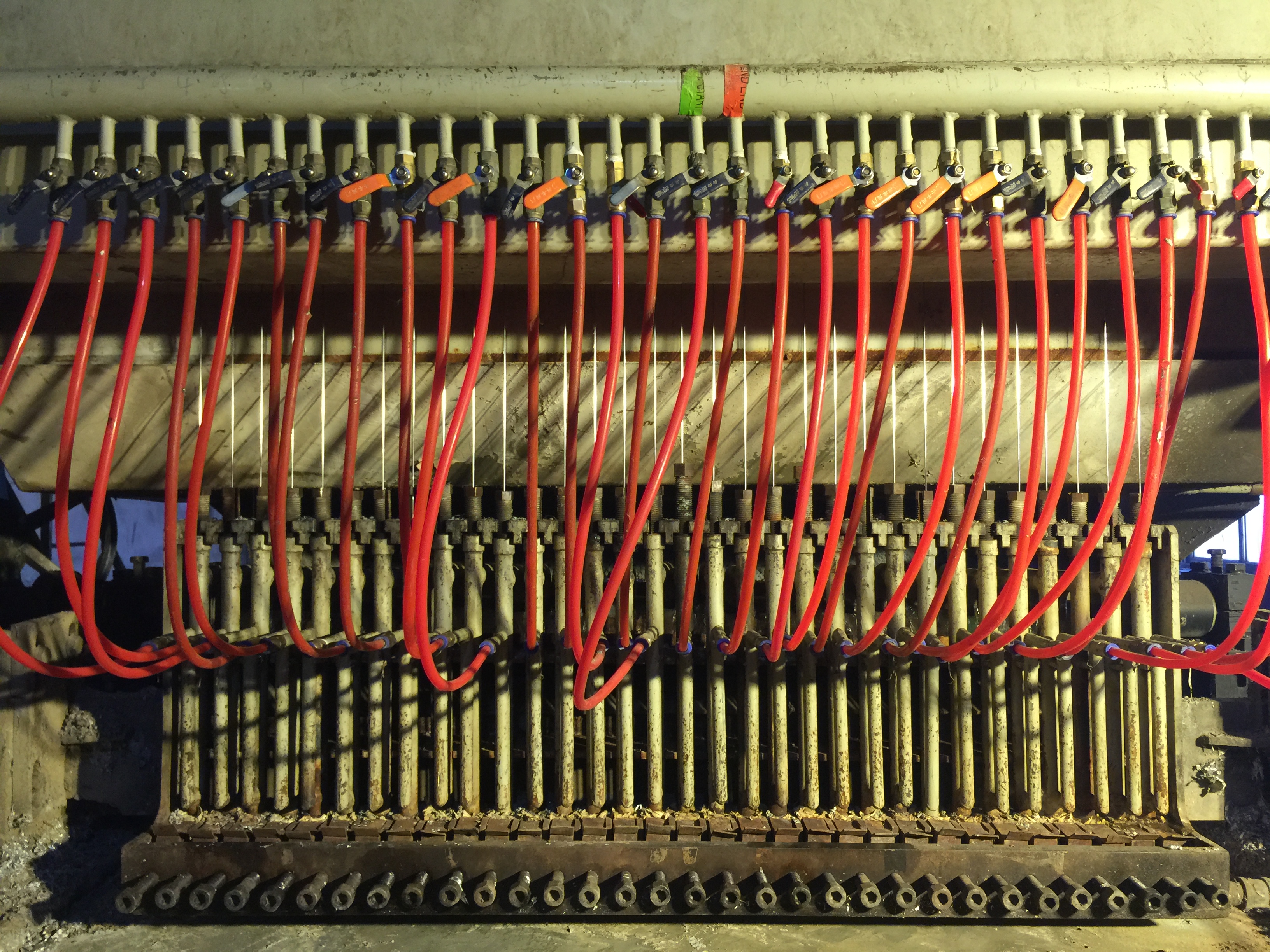 | 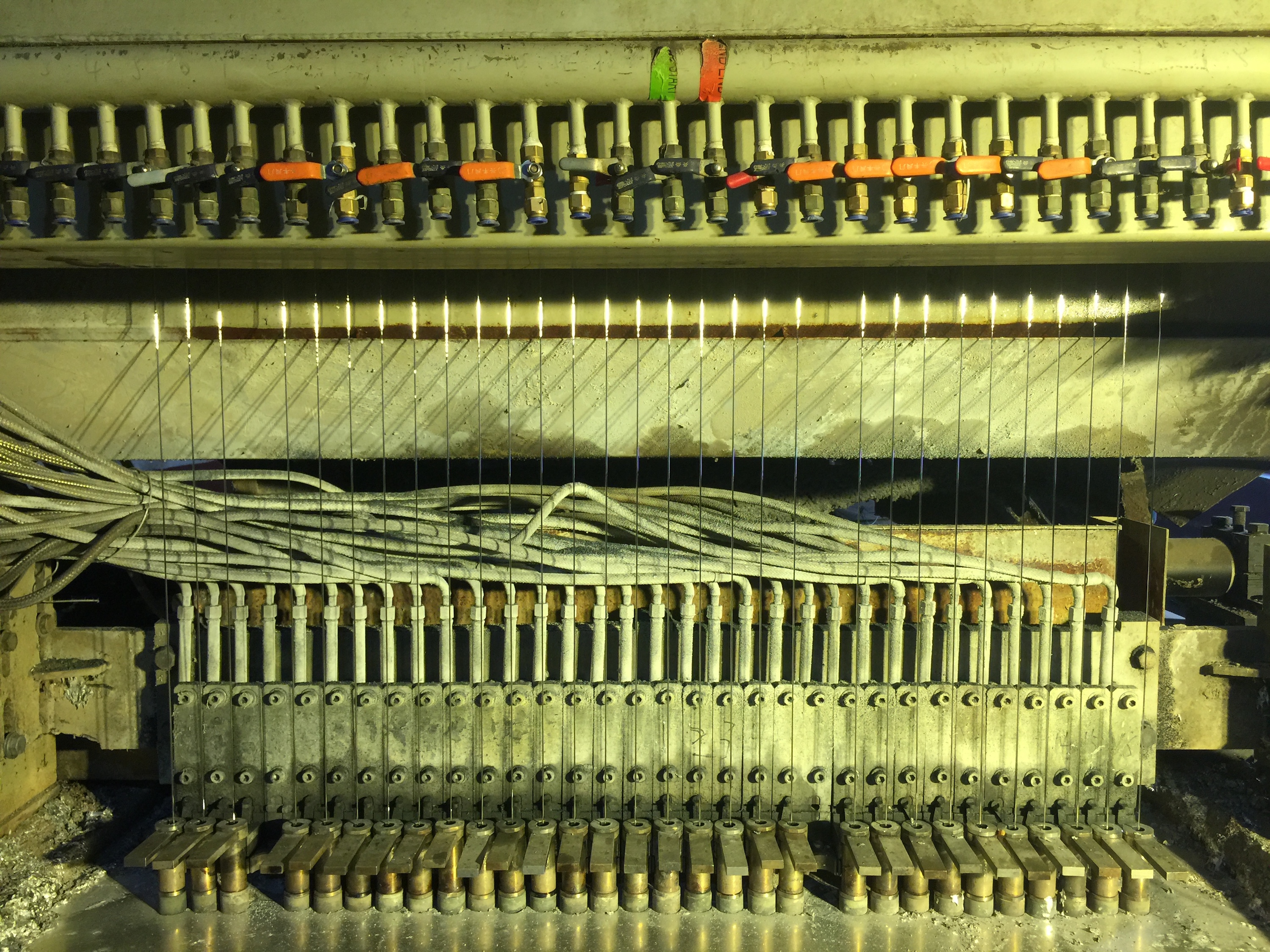 |
| зЫіеНЗеОЛеЭЧжКєжЛ≠з≥їзїЯ | ж∞Ѓж∞ФжКєжЛ≠з≥їзїЯ |
6) зГ≠йХАGalfan/йФМ-10%йУЭпЉЪжИСеЕђеПЄдїО2002еєіеЉАеІЛз†Фз©ґзГ≠йХАGalfanзФЯдЇІеЈ•иЙЇеПКиЃЊе§ЗпЉМ2005еєіжИСеЕђеПЄеїЇжИРдЇЖеЫљеЖЕзђђдЄАжЭ°иЗ™дЄїз†ФеПСзЪДеНХйХАеЈ•иЙЇзГ≠йХАGalfanйТҐдЄЭзФЯдЇІзЇњгАВ2009еєіжИСеЕђеПЄз†ФеПСеїЇжИРдЇЖеЫљеЖЕзђђдЄАжЭ°дљОзҐ≥йТҐдЄЭињШеОЯж≥ХзГ≠йХАGalfanйТҐдЄЭзФЯдЇІзЇњгАВ2012еєіжИСеЕђеПЄз†ФеПСеїЇжИРдЇЖеЫљеЖЕзђђдЄАжЭ°100%жЧ†йЕЄжіЧзГ≠йХАGalfanйТҐдЄЭзФЯдЇІзЇњгАВ2014еєіжИСеЕђеПЄе∞ЖжЧ†йЕЄжіЧеЈ•иЙЇеЇФзФ®дЇОж°•жҐБзЉЖ糥зГ≠йХАGalfanзФЯдЇІзЇњдЄ≠гАВ
1гАБ зОѓдњЭпЉЪдљњзФ®иґЕе£∞ж≥Ґж∞іжЄЕжіЧдї£жЫњзЫРйЕЄйЕЄжіЧеЈ•иЙЇпЉМзђ¶еРИзОѓдњЭи¶Бж±ВпЉМиІ£еЖ≥дЇЖзЫРйЕЄзЪДеЫЮжФґеПКжОТжФЊйЧЃйҐШпЉМеЗПе∞СдЇЖеЇЯйЕЄе§ДзРЖжИРжЬђгАВ
2гАБ йЂШжХИпЉЪйЂШйАЯзГ≠йХАйФМйТҐдЄЭзФЯдЇІзЇњDVеАЉиЃЊиЃ°дЄЇ120-180mm¬Јm/minпЉМдЄАжЭ°зФЯдЇІзЇњзЪДдЇІиГљзЫЄељУдЇО3жЭ°дЉ†зїЯеЈ•иЙЇзГ≠йХАйФМзФЯдЇІзЇњзЪДдЇІиГљи¶Бж±ВгАВдЄНдїЕйЩНдљОдЇЖиЃЊе§ЗжКХеЕ•пЉМеРМжЧґдєЯе§Іе§ІйЩНдљОдЇЖзФЯдЇІжИРжЬђгАВ